µ
pd63210, 63210l
16
7. 推荐 焊接 情况
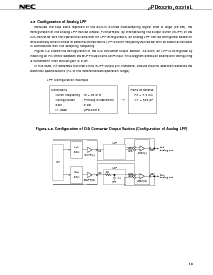
这 焊盘 挂载 的 这个 产品 应当 是 安排 下面 这 下列的 情况. 为 详细信息 的 这
推荐 焊接 情况, 请 谈及 至 这 信息 文档
“semiconductor 设备 挂载-
ing 技术 manual” (c10535e)
.
为 焊接 方法 和 情况 其它 比 那些 推荐, 请 联系 一个 nec salesperson.
表格 7-1. 焊接 情况
µ
PD63210GT : 28-管脚 塑料 sop (375 mil)
µ
PD63210LGT : 28-管脚 塑料 sop (375 mil)
提醒 请 避免 使用 二 或者 更多 焊接 方法 在 这 一样 时间 (除了 为 这 管脚 部分
加热 方法).
焊接 方法
infrared 软熔焊接
VPS
波 焊接
管脚 部分 加热
焊接 情况
包装 顶峰 温度: 235
°
c; 时间: 在里面 30 secs (在 非 更小的 比
210
°
c); 计数: 两次
<预防措施>
(1) 这 第二 软熔焊接 应当 是 started 之后 这 温度 的 这
设备, 这个 将 有 changed 预定的 至 这 第一 软熔焊接, 有 returned
至 正常的.
(2) 请 避免 通量 water washing 之后 这 第一 软熔焊接.
包装 顶峰 温度: 215
°
c; 时间: 在里面 40 secs (在 非 更小的 比
200
°
c); 计数: once
<预防措施>
(1) 这 第二 软熔焊接 应当 是 started 之后 这 温度 的 这
设备, 这个 将 有 changed 预定的 至 这 第一 软熔焊接, 有 returned
至 正常的.
(2) 请 避免 通量 water washing 之后 这 第一 软熔焊接.
焊盘 bath 温度: 非 高等级的 比 260
°
c, 时间: 在里面 10 secs;
计数: once
preheating 温度: 向上 至 120
°
c (包装 表面 温度)
管脚 部分 温度: 非 高等级的 比 300
°
c; 时间: 在里面 3 secs (每 设备
一侧)
推荐
情况 标识
ir35-00-2
vp15-00-2
ws60-00-1
-