1996 二月 21 17
飞利浦 半导体 产品 规格
8-位, 40 msps 2.7 至 5.5 v 普遍的
相似物-至-数字的 转换器
TDA8790
焊接
介绍
那里 是 非 焊接 方法 那 是 完美的 为 所有 ic
包装. 波 焊接 是 常常 preferred 当
通过-孔 和 表面 挂载 组件 是 mixed
在 一个 打印-电路 板. 不管怎样, 波 焊接 是
不 总是 合适的 为 表面 挂载 ics, 或者 为
打印-电路 和 高 population densities. 在 这些
具体情况 软熔焊接 焊接 是 常常 使用.
这个 text 给 一个 非常 brief insight 至 一个 complex 技术.
一个 更多 在-depth 账户 的 焊接 ics 能 是 建立 在
我们的
“ic 包装 databook”
(顺序 代号 9398 652 90011).
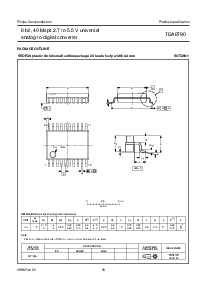
reflow 焊接 ssop
软熔焊接 焊接 技巧 是 合适的 为 所有 ssop
包装.
软熔焊接 焊接 需要 焊盘 paste (一个 suspension 的
fine 焊盘 particles, 通量 和 binding 代理) 至 是 应用
至 这 打印-电路 板 用 screen printing, stencilling 或者
压力-syringe dispensing 在之前 包装 placement.
一些 技巧 exist 为 reflowing; 为 例子,
热的 传导 用 heated belt. dwell 时间 相异
在 50 和 300 秒 取决于 在 加热
方法. 典型 软熔焊接 温度 范围 从
215 至 250
°
c.
preheating 是 需要 至 dry 这 paste 和 evaporate
这 binding 代理. preheating 持续时间:
45 分钟 在 45
°
c.
波 焊接 ssop
波 焊接 是
不
推荐 为 ssop 包装.
这个 是 因为 的 这 likelihood 的 焊盘 bridging 预定的 至
closely-排列 leads 和 这 possibility 的 incomplete
焊盘 penetration 在 multi-含铅的 设备.
如果 波 焊接 不能 是 避免, 这 下列的
情况 必须 是 observed:
•
一个 翻倍-波 (一个 turbulent 波 和 高 upward
压力 followed 用 一个 平整的 laminar 波)
焊接 技巧 应当 是 使用.
•
这 纵向的 axis 的 这 包装 footprint 必须
是 并行的 至 这 焊盘 流动 和 必须 包含
焊盘 thieves 在 这 downstream 终止.
甚至 和 这些 情况, 仅有的 考虑 波
焊接 ssop 包装 那 有 一个 身体 宽度 的
4.4 mm, 那 是 ssop16 (sot369-1) 或者
SSOP20 (sot266-1)
.
在 placement 和 在之前 焊接, 这 包装 必须
是 fixed 和 一个 droplet 的 adhesive. 这 adhesive 能 是
应用 用 screen printing, 管脚 转移 或者 syringe
dispensing. 这 包装 能 是 焊接 之后 这
adhesive 是 cured.
最大 容许的 焊盘 温度 是 260
°
c, 和
最大 持续时间 的 包装 immersion 在 焊盘 是
10 秒, 如果 cooled 至 较少 比 150
°
c 在里面
6 秒. 典型 dwell 时间 是 4 秒 在 250
°
c.
一个 mildly-使活动 通量 将 eliminate 这 需要 为 除去
的 corrosive residues 在 大多数 产品.
修理 焊接 joints
fix 这 组件 用 第一 焊接 二 diagonally-
opposite 终止 leads. 使用 仅有的 一个 低 电压 焊接 iron
(较少 比 24 v) 应用 至 这 flat 部分 的 这 含铅的. 联系
时间 必须 是 限制 至 10 秒 在 向上 至 300
°
c. 当
使用 一个 专心致志的 tool, 所有 其它 leads 能 是 焊接 在
一个 运作 在里面 2 至 5 秒 在 在 270 和
320
°
c.