数据 薄板 p11566ej6v0ds00
10
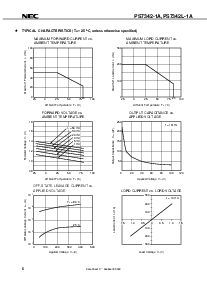
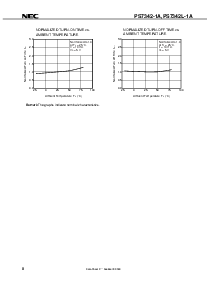
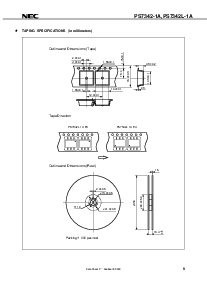
ps7342-1a,ps7342l-1a
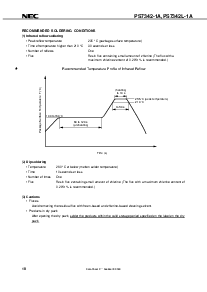
推荐 焊接 情况
(1) infrared 软熔焊接 焊接
• 顶峰 软熔焊接 温度 235
°
c (包装 表面 温度)
• 时间 的 温度 高等级的 比 210
°
C 30 秒 或者 较少
• 号码 的 reflows 一个
• 通量 rosin 通量 containing 小 数量 的 chlorine (这 通量 和 一个
最大 chlorine 内容 的 0.2 wt % 是 推荐.)
60 至 120 s
(preheating)
210 ˚c
100 至 160 ˚c
包装 表面 温度 t (˚c)
时间 (s)
(加热)
至 10 s
至 30 s
235 ˚c (顶峰 温度)
推荐 温度 profile 的 infrared 软熔焊接
(2) 插件 焊接
• 温度 260
°
c 或者 在下 (molten 焊盘 温度)
• 时间 10 秒 或者 较少
• 号码 的 时间 一个
• 通量 rosin 通量 containing 小 数量 的 chlorine (这 通量 和 一个 最大 chlorine 内容 的
0.2 wt % 是 推荐.)
(3) cautions
•Fluxes
避免 removing 这 residual 通量 和 freon-为基础 和 chlorine-为基础 cleaning solvent.
• 产品 在 dry 包装
之后 opening 这 dry 包装, 焊盘 这 产品 在里面 这 有效的 存储 时期 指定 在 这 label 在 这 dry
包装.