2002. 12. 31 4/4
kia7019ap/af/at~kia7045ap/af/在
修订 非 : 2
precaution 为 使用
焊接
flat 包装 (sot-89 包装)
elements 挂载 样式 的 电子的 设备 是 gaining 在 更远 diversification 在 recent 年, 和 needs 为
组件 是 所有 这 更多 expanding 在 varieties. 特别, 表面 挂载 是 steadily penetrating 在 工业的
部分 作 一个 world-宽 popular 技术的 trend. 虽然 暴露 至 高 温度 是 inevitable 在 焊接
我们 推荐 限制的 这 焊接 温度 至 低 水平 作 显示 在 图示 为 这 sake 的 retaining 固有的
极好的 可靠性.
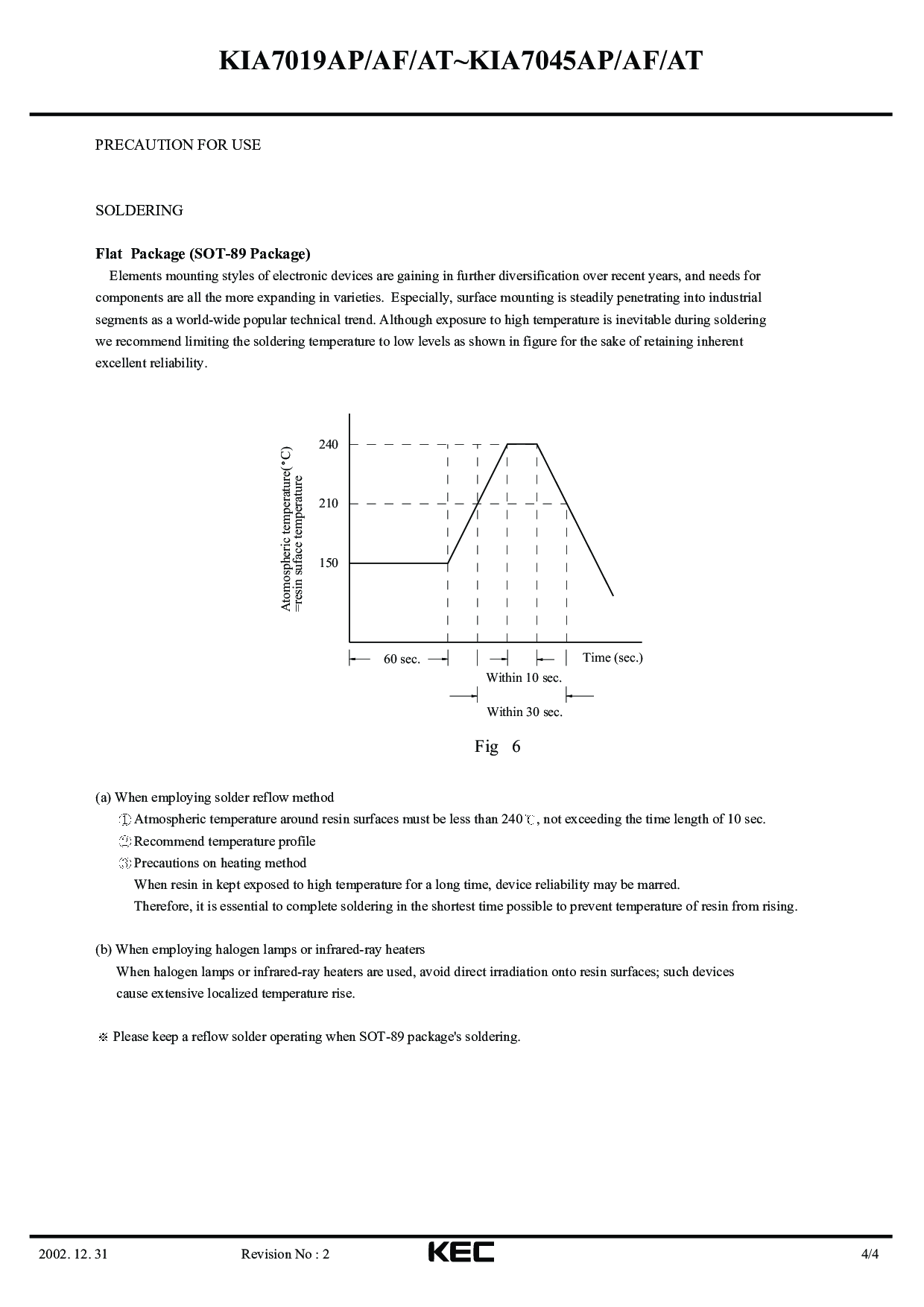
(一个) 当 employing 焊盘 软熔焊接 方法
atmospheric 温度 周围 resin surfaces 必须 是 较少 比 240 , 不 exceeding 这 时间 长度 的 10 秒.
推荐 温度 profile
预防措施 在 加热 方法
当 resin 在 保持 exposed 至 高 温度 为 一个 长 时间, 设备 可靠性 将 是 marred.
因此, 它 是 essential 至 完全 焊接 在 这 shortest 时间 可能 至 阻止 温度 的 resin 从 rising.
(b) 当 employing halogen lamps 或者 infrared-ray heaters
当 halogen lamps 或者 infrared-ray heaters 是 使用, 避免 直接 irradiation 面向 resin surfaces; 此类 设备
导致 extensive localized 温度 上升.
请 保持 一个 软熔焊接 焊盘 运行 当 sot-89 包装's 焊接.
60 秒.
时间 (秒.)
在里面 30 秒.
在里面 10 秒.
Fig 6
atomospheric 温度( c)
=resin suface 温度
150
210
240