11
µ
PC1555
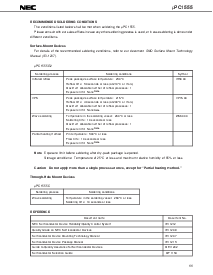
推荐 焊接 情况
这 情况 列表 在下 将要 是 符合 当 焊接 这
µ
pc1555.
请 咨询 和 我们的 销售 offices 在 情况 任何 其它 焊接 处理 是 使用, 或者 在 情况 焊接 是 完毕 下面
不同的 情况.
表面-挂载 设备
为 详细信息 的 这 推荐 焊接 情况, 谈及 至 我们的 文档
smd 表面 挂载 技术
手工的
(iei-1207).
µ
PC1555G2
便条
暴露 限制 在之前 焊接 之后 dry-包装 包装 是 opened.
存储 情况: 温度 的 25
°
c 或者 较少 和 最大 相关的 湿度 的 65% 或者 较少
提醒 做 不 应用 更多 比 一个 单独的 处理 在 once, 除了 为 “partial 加热 方法.”
通过-孔 挂载 设备
µ
PC1555C
焊接 处理 焊接 情况 标识
infrared 软熔焊接 顶峰 包装’s 表面 温度: 230
°
C ir30-00
软熔焊接 时间: 30 秒 或者 较少 (在 210
°
c 或者 更多)
最大 容许的 号码 的 软熔焊接 处理: 1
暴露 限制: 毫无
便条
VPS 顶峰 包装’s 表面 温度: 215
°
C vp15-00
软熔焊接 时间: 40 秒 或者 较少 (在 200
°
c 或者 更多)
最大 容许的 号码 的 软熔焊接 处理: 1
暴露 限制: 毫无
便条
波 焊接 温度 在 这 焊接 vessel: 260
°
c 或者 较少 ws60-00
焊接 时间: 10 秒 或者 较少
最大 容许的 号码 的 软熔焊接 处理: 1
暴露 限制: 毫无
便条
partial 加热 方法 管脚 温度: 300
°
c 或者 较少
流动 时间: 10 秒 或者 较少
暴露 限制: 毫无
便条
焊接 处理 焊接 情况
波 焊接 温度 在 这 焊接 vessel: 260
°
c 或者 较少
焊接 时间: 10 秒 或者 较少
涉及
文档 名字 文档 非.
nec 半导体 设备 可靠性/质量 控制 系统 iei-1212
质量 等级 在 nec 半导体 设备 iei-1209
半导体 设备 挂载 技术 手工的 iei-1207
半导体 设备 包装 手工的 iei-1213
手册 至 质量 assurance 为 半导体 设备 mei-1202
半导体 选择 手册 mf-1134