www.vishay.com
82
592D
Vishay sprague
文档 号码 40004
修订 20-oct-04
为 技术的 questions, 联系 tantalum@vishay.com
3.1
这 总 的 这 顶峰 交流 电压 加 这 应用 直流
电压 将要 不 超过 这 直流 电压 比率 的 这
电容.
3.2
这 总 的 这 负的 顶峰 交流 电压 加 这
应用 直流 电压 将要 不 准许 一个 电压 倒置
exceeding 10% 的 这 直流 working 电压 在 + 25
°
c.
4.0 反转 电压:
这些 电容 是 有能力 的
承受 顶峰 电压 在 这 反转 方向
equal 至 10% 的 这 直流 比率 或者 1 volt 最大 在
+25
°
c 和 5% 的 这 直流电压 比率 或者 0.5 volt
最大 在 + 85
°
c.
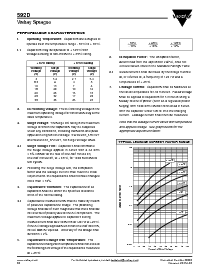
5.0 温度 减额
: 如果 这些 电容 是 至 是
运作 在 温度 在之上 + 25
°
c, 这
容许的 rms 波纹 电流 或者 电压 将要 是
计算 使用 这 减额 factors 作 显示:
6.0 电源 消耗
: 电源 消耗 将 是
影响 用 这 热温 sinking capability 的 这 挂载
表面. 非-sinusoidal 波纹 电流 将 生产
加热 影响 这个 differ 从 那些 显示. 它 是
重要的 那 这 相等的
Irms
值 是
established 当 calculating 容许的 运行
水平. (电源 消耗 计算 使用 + 25
°
C
温度 上升.)
情况 代号
最大 容许的
电源 消耗
@ + 25
°
c (watts) 在 自由 空气
一个
B
C
D
R
S
T
U
V
W
X
Y
0.060
0.080
0.100
0.125
0.150
0.060
0.080
0.110
0.140
0.175
0.175
0.180
温度 减额 因素
+ 25
°
C
+ 85
°
C
+ 125
°
C
1.0
0.9
0.4
7.0 打印 电路 板 材料
: 这 电容 是
兼容 和 大多数 commonly 使用 打印 电路
板 材料 (alumina substrates, fr4, fr5,
g10, ptfe-fluorocarbon 和 porcelanized steel). 如果
your desired 板 材料 是 不 显示 那里 请
联系 这 tantalum 营销 department 为
帮助 在 determining 兼容性.
8. attachment:
8.1 焊盘 paste:
这 推荐 厚度 的 这
焊盘 paste 之后 应用 是 0.007"
±
.001"
[.178mm
±
.025mm]. 小心 应当 是 exercised 在
selecting 这 焊盘 paste. 这 metal 纯净 应当
是 作 高 作 实际的. 这 通量 (在 这 paste) 必须
是 起作用的 足够的 至 除去 这 oxides formed 在 这
敷金属 较早的 至 这 暴露 至 焊接 热温.
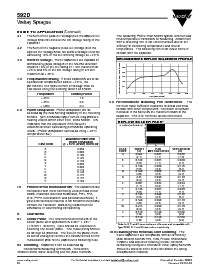
8.2 焊接:
电容 能 是 连结 用
常规的 焊接 技巧 - convection,
infrared 软熔焊接, 波 焊接 和 hot 加设护板 方法.
这 焊接 profile chart 显示 典型 recomended
时间/温度 情况 为 焊接. attachment
和 一个 焊接 iron 是 不 推荐 预定的 至 这
difficulty 的 controlling 温度 和 时间 在
温度. 这 焊接 iron 必须 从不 来到 在
联系 和 这 电容.
9.0 推荐 挂载 垫子 geometries:
这
nib 必须 有 sufficient clearance 至 避免 电的
联系 和 其它 组件. 这 宽度 维度
表明 是 这 一样 作 这 最大 宽度 的 这
电容. 这个 是 至 降低 lateral movement.
在 英寸 [millimeters]
* 焊盘 为 b, c 和 d 情况 代号 是 否则 垫子 兼容 和
*类型 293d, b, c 和 d 情况 代号 各自.
软熔焊接 焊盘 pads*
情况 宽度 垫子 分离
代号 (一个) METALIZATION (c)
一个 0.082 0.085 0.050
[2.1] [1.7] [1.3]
B 0.120 0.065 0.065
[3.5] [1.7] [1.7]
C 0.130 0.080 0.120
[3.5] [2.3] [3.1]
D 0.180 0.080 0.145
[4.6) [2.3] [3.7]
R 2.45 0.090 0.145
[8.3] [2.3] [3.7]
S 0.067 0.032 0.043
[1.7] [0.8] [1.1]
T 0.120 0.065 0.065
[3.5] [1.7] [1.7]
U 0.136 0.090 0.120
[3.5] [2.3] [3.1]
V 0.180 0.090 0.145
[4.6) [2.3] [3.7]
W 0.245 0.090 0.145
[8.3] [2.3] [3.7]
X 0.310 0.120 0.360
[7.9] [3.0] [9.2]
Y 0.310 0.120 0.360
[7.9] [3.0] [9.2]
250
200
150
100
50
时间 (秒)
温度 deg. 摄氏度的
050 100 150 200 250 300 350
推荐 软熔焊接 焊接 profile
10.0 cleaning (通量 除去) 之后 焊接:
这
592d 电容 是 兼容 和 所有 commonly
使用 solvents 此类 作 tes, tms, prelete, chlorethane,
terpene 和 aqueous cleaning 媒介. solvents
containing methylene chloride 或者 其它 环氧的 solvents
应当 是 避免 自从 这些 将 attack 这 环氧的
封装 材料.
手册 至 应用
(持续)
一个
B
B
C