icp-s 技术的 手工的
overcurrent 保护 elements
rev.一个 11/13
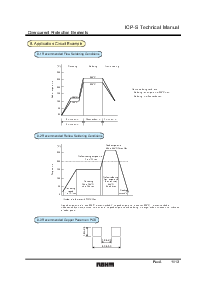
8. 应用 电路 例子
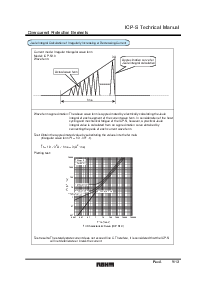
8-1 推荐 流动 焊接 情况
8-2 推荐 软熔焊接 焊接 情况
8-3 推荐 铜 模式 在 pcb
25
50
100
100
°
C
(
°
c) Preheating 焊接
手工的 焊接 情况
焊接 iron 温度: 350
°
c 最大值
焊接 时间: 3 秒 最大值
焊盘 温度
自然的 冷却
120
°
C
2 分钟 最小值
5 分钟 最小值
1 分钟 最小值.10 秒 最小值
230
°
C
260
°
C
150
200
250
300
0
50
100
(
°
c)
Preheating
速
一个 顶峰 温度 的 在 least 230
°
c 是 推荐. 如果 这 顶峰 温度 是 较少 比 230
°
c, 它 是 推荐 至
制造 一些 adjustments, 此类 作 这 保持 的 这 顶峰 温度 和 焊接 时间 变长 和 一个 增加 在 这 厚度
的 焊盘 paste.
温度
1 至 5
°
c / 秒
Preheating
120 至 160
°
c,
50 至 120 秒
顶峰 温度
230 至 260
°
c, 10sec 最大值
冷却
60sec 最小值
∗
号码 的 软熔焊接 时间: 2 时间 最大值
软熔焊接 焊接
(高-温度
保持 时间)
200
°
c,
30 至 60 秒
软熔焊接 加热 温度
1 至 5
°
c / 秒
150
200
250
1.8 至 2.4
1.6 至 2.0
4.0 至 5.0