请 读 提醒 和 注意 在 这个 catalog 为 安全. 这个 catalog 有 仅有的 典型 规格. 因此 你 是 要求
至 批准 我们的 产品 规格 或者 至 transact 这 承认 薄板 为 产品 规格, 在之前 your 订货.
p61e7.pdf 01.10.17
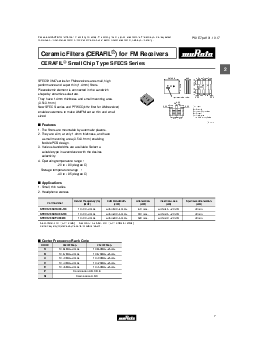
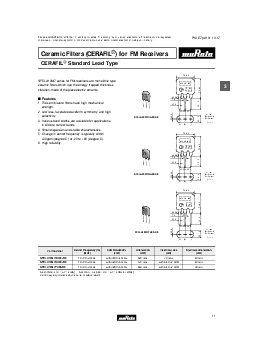
碎片 cerafil
r
sfecs 序列 注意
10
2
■
注意 (焊接 和 挂载)
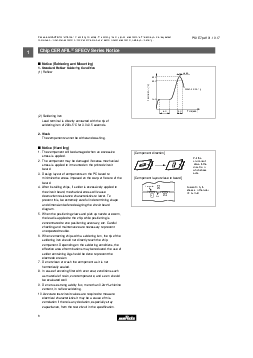
1. 标准 软熔焊接 焊接 情况
(1) 软熔焊接
这 组件 不能 是 承受 washing.
2. wash
过滤 将要 是 焊接 在 280
±
5˚c 为 3.0
±
0.5 秒.
这 焊接 iron 将要 不 touch 这 过滤 白 焊接.
(2) 焊接 iron
温度 (˚c)
100
200
240
30 秒.
最小值
30 秒.
最大值
顶峰
(240˚c 最大值.)
前-加热
(120-170˚c)
加热
(200˚c)
Gradual
冷却
120 秒.
最小值
60-120 秒.
■
注意 (处理)
1. 这 组件 将 是 损坏 当 一个 过度的
压力 是 应用.
2. 这 组件 将 是 损坏 如果 excess 机械的
压力 是 应用 至 它 挂载 在 这 打印 电路
板.
3. 设计 布局 的 组件 在 这 pc 板 至
降低 这 压力 imposed 在 这 warp 或者 flexure 的 这
板.
4. 之后 installing 碎片, 如果 焊盘 是 excessively 应用 至
这 电路 板, 机械的 压力 将 导致 destruction
阻抗 特性 至 更小的. 至 阻止 这个, 是
extremly 细致的 在 determining shape 和 维度
在之前 designing 这 电路 板 图解.
5. 当 这 安置 claws 和 挑选 向上 nozzle 是 worn,
这 加载 是 应用 至 这 碎片 当 安置 是
concentrated 至 一个 安置 精度, 等 细致的
checking 和 maintenance 是 需要 至 阻止
unexpected trouble.
6. 当 correcting 碎片 和 一个 焊接 iron, 这 tip 的 这
焊接 iron 应当 不 直接地 touch 这 碎片
组件. 取决于 在 这 焊接 情况, 这
有效的 范围 的 terminations 将 是 减少. 这 使用
的 焊盘 containing ag 应当 是 完毕 至 阻止 这
electrode erosion.
7. 做 不 clean 或者 wash 这 组件 作 它 是 不
hermetically sealed.
8. 在 情况 的 covering 过滤 和 在 coat, 情况 此类
作 材料 的 resin, cure 温度, 和 所以 在 应当
是 evaluated 好.
9. 做 不 使用 强 acidity 通量, 更多 比 0.2wt% chlorine
内容, 在 re-流动 焊接.
10. 精确 测试 电路 值 是 必需的 至 measure
电的 特性.
它 将 是 一个 导致 的 mis-correlation 如果 那里 是 任何
背离, 特别 偏离 电容, 从 这 测试
电路 在 这 规格.
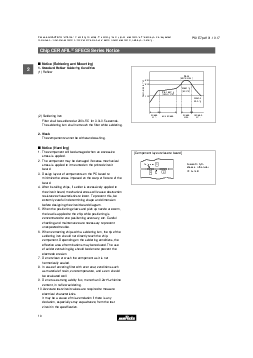
[component 布局 关闭 至 board]
susceptibility 至
压力 是 在 这 顺序
的 : 一个>c>b
B
一个
C
Slit
Perforation